谘詢電話:021-57569119
《人工製砂技術的應用與發展-第四章(zhāng)》
導讀:上一章談到製砂機設備中的半幹式製砂技術! 本章內容是製砂機中的智(zhì)能節能、低碳環保半幹式製砂技術
2010 年 1—10 月,用同一礦山的花崗(gǎng)岩分別在 “YJ”核電站的(de)全濕式砂石係統生產砂石(shí)骨料與台山核(hé)電廠(chǎng)半幹式砂石係統生產砂石骨料(liào)做了C60 ~ C75 混凝土對比試驗(yàn),結論為台山核電廠(chǎng)生(shēng)產的砂石成品質量優於 “YJ”核電廠生產的成品質量,每方混凝土(tǔ)可節約水泥用量7. 69%( 25 kg) 。
1. 5 智(zhì)能節能、低碳環保半幹式製砂技術
2008—2011 年,水電九局承建的當今世界最大的金沙江觀音岩水(shuǐ)電站人工砂石係統是(shì)集水電九局 50 多年經驗與技術建成的一座 “智能節能、低碳環保(bǎo)”的巨型人工砂石係(xì)統。觀音岩水電站砂石係統岩性為二疊係下統茅口組灰(huī)岩,濕抗壓強度平(píng)均為 107. 3 MPa,係統設(shè)計處理能力為 3 300 t/h,設計成品產量為 2 700 t/h。根據半幹式製砂的工藝技術特(tè)點,采用了 3 段破碎(suì)工藝,粗碎為開路生產,4 台反擊破碎機聯合生產半成品石料; 中碎 4 台反擊破閉路循環生產,以適應各種級配混凝土用骨料需求量(liàng)的變化要求; 細碎為閉路循環,主要采用 8 台立軸式破碎機製砂。該係統工藝采(cǎi)用了 “智能化半幹式製砂工藝”專利技術,係統在(zài)設計時采用以環形冗餘光纖以太(tài)網(wǎng)作為主幹通訊網絡,將各配電室信息管(guǎn)理係統、上位機監控係統、PLC 控製係統、工業電視監控係統、語音通訊係統、智能(néng)儀表采集(jí)裝置、噪音(yīn)監測、粉塵監測、大屏幕顯示係統有機結合成一體(tǐ),通過 1 根光(guāng)纖取代大量的電纜將各種信息傳輸到中央(yāng)控(kòng)製室(shì)集中處理,中(zhōng)央控(kòng)製室同時也將有關信息反饋到各配電室,中央控製室實現(xiàn)了一(yī)人便可進(jìn)行(háng)係統運行的操作控製,同時不管你(nǐ)遠在外(wài)地任何地方,隻(zhī)要能上網便可查看施工(gōng)運行的同步工況。
半(bàn)幹式智能化(huà)控製的主要特點是工藝流程穩定可(kě)靠、製砂設(shè)備能力得(dé)到最大限(xiàn)度發揮,按工藝流程的最優設定控製設備的給料、給水量,可以使設備處於滿(mǎn)負荷運行。骨(gǔ)料質量在 PCL 的控製中穩定可靠,達到了環保節能(néng)的目的。大石、中石(shí)、小石的生產工藝均為反擊破加工,粗碎前經棒條給(gěi)料機一次棄泥、一篩(shāi)衝洗篩分後出大石成(chéng)品,中石送至製砂(shā)車間作砂的主要加工料源,小於 20 mm 的經洗石(shí)機去泥(ní)脫水後的 50%送到製砂車間,一篩後大於 80 mm 的石料送入中碎加工,主要(yào)生產中石(shí)成品和 50% 的小石(shí)成品,中石在進入成品料倉前再經中徑檢測篩分衝洗。經2 級反擊破生(shēng)產的中石、小石粒形方正,基本無針狀(zhuàng)偏平(píng)體。2010-01-01—2011-4-15 成品料針片狀含量統計質量指標見(jiàn)表 4。
表 4 觀音岩水電站砂石係統成品料
針(zhēn)片狀含量質量情況統計
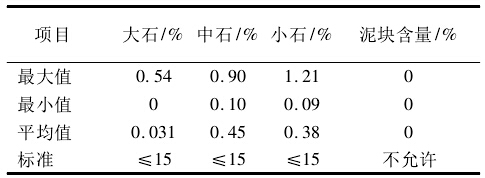
從表 4 可知,針片狀含量最大值僅為(wéi) 1. 21%,規範(fàn)規定為≤15%,說明質量控製較好。砂的質量控製單元可自動調整控製砂的細(xì)度模數(shù),生產 2 種不同石粉含(hán)量的碾壓混凝土用(yòng)砂和常態混(hún)凝(níng)土用砂(shā),砂的含水(shuǐ)率為 3. 5% ~ 4. 5%,砂在 18 m 高下落的(de)堆料過程中,1 m 以外不揚起粉塵,同時在堆料過程(chéng)中不產生分離和翻滾,形成坍塌式 “無離析堆存”。無論在砂堆的任(rèn)一點取樣,其質(zhì)量指標是一(yī)致的,砂的級配(pèi)連續(xù),堆積密(mì)度最大。
運用過程能力指數 Cp反應質量控製(zhì)公差(chà)偏(piān)離情形,以實測常態砂的細度模數繪製控製圖分析。X - R 控製圖列表(biǎo)見表 5
表 5 X - R 控製圖(tú)列表(常態砂細度模數月度統計)
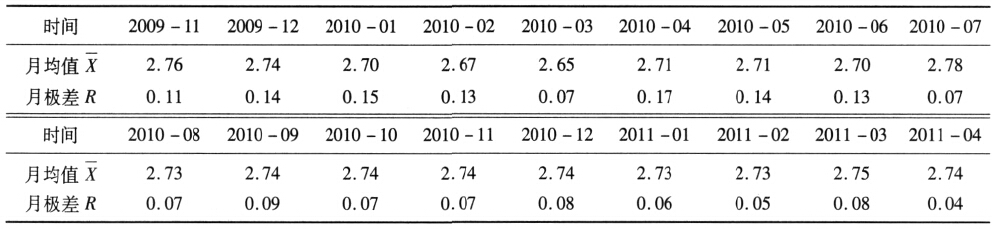
2009 年 11 月至 2011 年 4 月係統運行共 18 個月,每(měi)月均值為 X,極差為 R ,m 為樣(yàng)本組數目,總平均值 =2. 73,平均級(jí)差 = 0. 091,則均值(zhí)上線 UCL X= 2. 73 + 0. 373 × 0. 091 = 2. 76,均值(zhí)中線 CL X =2. 74,均值(zhí)下線 LCL X = 2. 73 - 0. 373 × 0. 091 =2. 70。與規範進行比較,細度模(mó)數(shù) FM 最大值 TL=2. 80、最小值 TU= 2. 40,利用 R 和 X 計算 CP·σ =R / d2= 0. 091 /2. 326 = 0. 039,σ 為質量特性值的總體標準差,對於高質量、高可靠性的“6σ 控製原則”檢查質量情況,CP= ( TU- TL) /6σ = ( 2. 8 - 2. 4) /6 × 0. 039 = 1. 70 > 1. 67,說明常態砂的過程加工質量能力過高。從(cóng)表 5 中查出級差較大月在 2010 年(nián)4 月,為 0. 17,而當月均值為 2. 71,2010 年 6 月以後極差均小於(yú) ± 0. 1,說明砂的質量優良,運行穩定可靠。
碾壓砂的細度模數 FM = 2. 64,發生最大值月份的當月最大值為 2. 77,當(dāng)月最小值為 2. 61,上下限極差為 0. 16; 發生最小值月份的當月最大值為2. 66,當月最小值為2. 48,上下限極差為0. 12。碾壓砂成品質量統計見(jiàn)表 6。以(yǐ) 16 個月的統計數(shù)據分析繪出均值控(kòng)製圖,以(yǐ)中線 FM = 2. 64 觀察217 個點,其中有 4 個(gè)點在 2. 74 以外,有 7 個點在2. 54 以外,94. 9% 的點均落(luò)在 ± 0. 10 的區域內,這一(yī)指標高於規範的 ±0. 2 的控製標準,砂的級配連續(xù)穩定(dìng),從未發(fā)生過兩(liǎng)頭大中間小的(de)情況。
表 6 觀音(yīn)岩水電站砂石係(xì)統碾壓(yā)砂(shā)成品質量情況統計
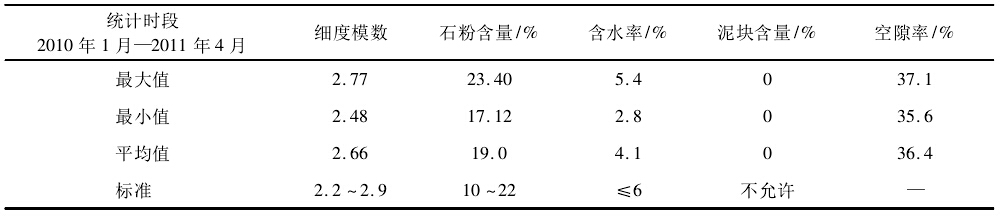
經控製圖分析計算(suàn),碾壓砂的 CP= 1. 65,引入規(guī)範 “當 1. 67 > CP≥1. 33,說明過程(chéng)能力充分,表示(shì)技術管理能力已很好”。
第一點:人工製(zhì)砂技術的(de)應用已完 下一章內容將繼續第二點 人(rén)工砂石(shí)係統研究的關鍵(jiàn)因素 >《人工製砂技術的應用與發展-第五章》

地點(diǎn):重慶
產量(liàng):500TPH
設備配置:S係列精品製砂樓,HSI係列反擊式破碎機

地點:湖南
產量:200t/h
設備(bèi)配(pèi)置:SMH係列液壓圓錐式製砂機、VSI製砂機(jī)、PE係列顎式製砂機、YK係列圓振動篩和(hé)ZSW係列振動(dòng)給料機等。

地點:喀麥隆
產量:180-200t/h
設備配置:ZSW係列振動給料機、PE係列顎式製砂機、GZG係列振動給料機、SMH係列液(yè)壓圓錐式製砂(shā)機和YK係列圓振動篩(shāi)等。